








プリント基板総合メーカー|RITAエレクトロニクス株式会社 > 技術資料 > 部品実装部位の特性インピーダンスコントロール手法

![]()


部品実装部位の特性インピーダンスコントロール手法
高速信号の伝播経路としては配線、スルーホールだけでなく、部品実装部位がある。一般に、表面実装部品のフットプリントは配線よりも太いため、その部位の特性インピーダンスは低下します。
今回、部品実装部位の特性インピーダンスコントロール手法の確立を目的として表面実装用コネクタのフットプリント直下の内層プレーンに抜きを設けた基板を作成し、その特性インピーダンスを測定して任意のインピーダンスを得るための手法を検討しました。
この内層プレーンを抜く手法の弊害として、発生するノイズについても実測した。実装パッド直下に内層プレーンが存在する場合、パッド部で特性インピーダンスが低下しました(Zdiff 73Ω)。
一方、内層プレーンに抜きを設けた場合、実装部位の差動インピーダンスは増加し、112Ωとなりました。
また、実装部位の設計状態によらずコネクタ内部において差動インピーダンスは110~115Ωとなりました。また、TDR測定時と同じ状態でネットワーク特性を測定しました。
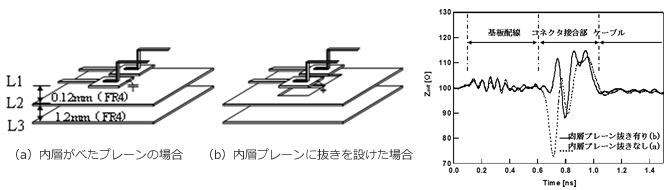
内層プレーンが存在する場合の実装部位での特性インピーダンス低下は、差動インピーダンス100Ωコントロールの信号配線幅よりもパッド部位の幅が太いため、および、パッド部でのリード実装部よりもコネクタ側に入っている部分(スタブ)に起因する負荷容量のためと考えられます。
一方、内層プレーンに抜きを設けるとコネクタリードのインダクタンス成分が支配的になったため、特性インピーダンスが上昇したと考えられます。
また、近傍磁界測定結果からは内層プレーンに抜きがなくリターン電流経路が十分に確保されている場合に比して、内層プレーンに抜きを設けるとリターン電流経路が長くなり、このリターン電流経路長の増加が近傍磁界強度の増加の原因になったと考えることができます。
また、内層プレーンの抜き面積をさらに大きくすると、その部位の近傍磁界強度が増加することを確認しています。
プリント基板に関する最新技術資料を
無料ダウンロード!
無料ダウンロード!

会員登録を行えば、プリント基板に関する最新情報、当社独自の知見をまとめた技術資料を無料でダウンロードいただけます。
【ダウンロード資料例】
- DDR3メモリバスの設計手法
- 差動伝送路の設計と信号品質
- 12G-SDIリターンロス規格合致のための基板設計手法
- IBIS-AMIモデルを用いた高速信号シミュレーション
- 10Gbps超伝送の基板設計最適化
など全70テーマ
更に、セミナー情報も定期的にご案内。
この機会に是非ご登録ください。 ※会員登録は無料です。
この機会に是非ご登録ください。 ※会員登録は無料です。


高速伝送・ノイズ対策をコア技術として、
プリント配線板の試作から量産までご支援します。

- コンサルティング
- 貴社の実機における信号伝送・ノイズ・熱の問題に対して、原因同定と改善提案を行います。
- プリント基板 パターン設計・シミュレーション/回路設計
- 高速信号伝送や、ノイズ対策・熱対策に対応したパターン設計とシミュレーションを行います。
- プリント配線板製造
- 少量多品種、量産、海外供給など、産業全般、医療、通信分野などの幅広いニーズに対応しています。
- プリント基板の部品調達・実装
- 少量多品種・短納期~量産まで対応します。

- ソリューションサービス
- 目的や課題、用途に応じて最適な解決策をご提案いたします。




